Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
Physical Address
304 North Cardinal St.
Dorchester Center, MA 02124
In pharmaceutical science, powders represent a unique medium, distinct from solids or liquids, due to their intricate structure and behavior. Powders are composed of solid particles interspersed with voids, often occupied by air. This complex composition, involving interactions between solid particles, voids, and sometimes water, significantly influences the physicochemical properties and performance of the powder during processing and application.
Understanding these interactions is crucial for optimizing the behavior of powders in various pharmaceutical operations, including granulation, mixing, and compaction.

The focus of this article is to understand the various properties of powders that determine their performance under compression. The ability of a powder to compact and form cohesive tablets is closely linked to its fundamental properties, such as particle size, shape, surface area, humidity, and other factors. To thoroughly investigate and understand these properties, a series of standardized tests and techniques can be employed. These tests are conducted following the European Pharmacopoeia (Ph. Eur.).
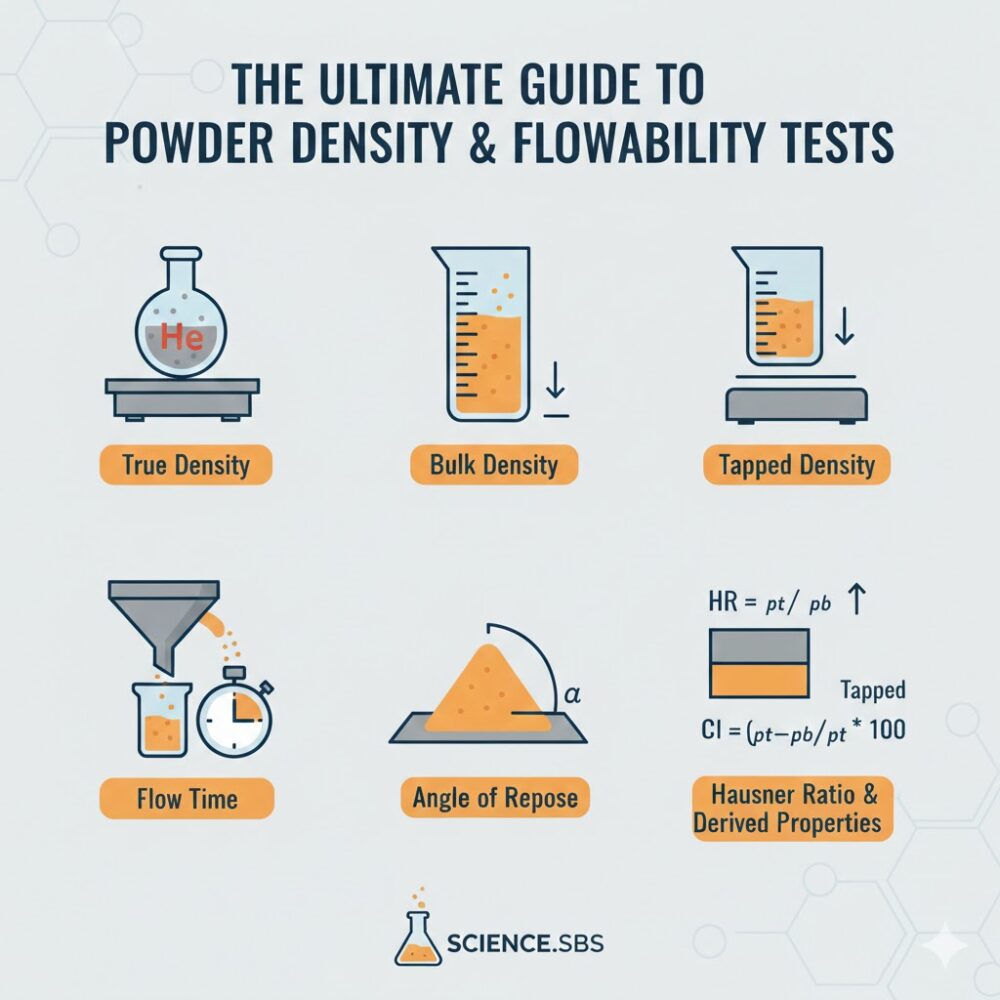
The measurement of powder density is an essential yet challenging aspect of characterizing powdered materials. These challenges arise primarily from variability in test reproducibility, as the measured volume depends on how the granules settle and rearrange when placed inside the graduated cylinder. To standardize this process, the European Pharmacopoeia (Ph. Eur.) defines different types of density based on the arrangement of granules: bulk (or aerated) density (𝜌𝑏𝑢𝑙𝑘 ) and tapped density (𝜌𝑡𝑎𝑝 ), where the arrangement is more optimal. These densities are determined using the following equations :

For bulk density, the powder’s aerated volume is measured by carefully introducing a 100 g sample into a graduated cylinder under the influence of gravity alone. The powder passes through an orifice to standardize the arrangement of particles and minimize operator influence. However, for powders with poor flowability, manual intervention may be required to facilitate the powder’s passage through the orifice. This introduces a degree of operator dependency.
the apparent volume of the powder is influenced by both the shape of the granules and the cohesive nature of the material. Powders with higher cohesiveness tend to exhibit larger loose volumes because the particles do not pack efficiently under gravity alone.
Bulk density measurements are typically taken in a static state, meaning the powder is not disturbed. However, in real-world applications, powders often experience mechanical stress.To simulate this, tapped density is measured, which reflects how the powder compacts when subjected to mechanical agitation.
First, the aerated volume of the powder was measured using a graduated cylinder. Then, the cylinder was placed into a tpping machine, which moves it up and down. The powder undergoes compaction over several cycles (typically 10, 500, or up to 1250 taps). After each cycle, the tapped volume is recorded. According to the European Pharmacopoeia, the test can be stopped if the difference between the final tapped volume and the initial volume (𝑉𝑏𝑢𝑙𝑘 – 𝑉 𝑡𝑎𝑝) is less than 2% after a set number of cycles.

As previously mentioned, powders share the ability to flow like liquids. However, unlike liquids, powders are not continuous materials—their global flow behavior results from local interactions between individual granules. This flowability is strongly influenced by several factors, including particle size and shape, environmental conditions such as humidity, and electrostatic forces. For instance, powders with low moisture content typically exhibit freer flow due to reduced granule interactions.
These diverse influencing factors make it challenging to establish a single test that can comprehensively characterize powder flowability. Nonetheless, several practical tests are commonly used, including flow time, angle of repose, and more specialized methods such as the shear cell test.
In this article, we focus on the flow time and angle of repose tests as outlined in the pharmacopoeia. In the flow time test, 100 grams of powder are allowed to pass through a 10 mm diameter orifice, and the time taken for the entire sample to flow through is recorded in seconds. According to pharmacopoeial standards, a flow time exceeding 20 seconds is considered indicative of poor flowability. In some cases, the powder may not flow at all—referred to as an “infinite” flow time—suggesting extremely poor or obstructed flow characteristics.
One significant limitation of this method is its inability to precisely differentiate between powders with poor or very poor flowability. Additionally, the concept of “infinite” flow time complicates statistical analysis and data interpretation, limiting the test’s usefulness in certain quality control scenarios.
The angle of repose is another widely used test to assess powder flowability. In this method, 60 g of powder is poured through a metal funnel onto a flat circular platform with a radius of 5 cm. As the powder accumulates, it forms a conical heap due to the effects of gravity, friction, and interparticle forces.


Despite its simplicity, the angle of repose test effectively classifies powders into categories such as good, poor, or very poor flowability. In this study, it served as a complementary method, providing additional insight into powder flow behavior when used alongside other tests.
The Hausner Ratio and Carr’s Index are indirect measures of the cohesive forces between powder particles, including friction, van der Waals attractions, and electrostatic interactions. These forces cause granules to form loose aggregates, increasing the bulk volume of the powder.
When a powder is tapped, weak cohesive bonds partially break, allowing particles to rearrange more efficiently and reduce the overall volume. As a result, the difference between bulk density and tapped density reflects these interparticle interactions.

The Hausner Ratio quantifies this effect by comparing tapped density to bulk density. It indicates how easily a powder compacts and serves as an indirect measure of the strength of cohesive forces. Furthermore, it provides insight into granule homogeneity and particle shape:

Carr’s Index expresses the percentage reduction in volume upon tapping, offering a sensitive and quantitative measure of powder compressibility that conveys similar information to the Hausner Ratio.
In general:
| Angle of Repose | Carr’s Index | Hausner’s Ratio | Flow Properties |
| 25–30 | <10 | 1.00–1.11 | Excellent |
| 31–35 | 11–15 | 1.12–1.18 | Good |
| 36–40 | 16–20 | 1.19–1.25 | Fair |
| 41–45 | 21–25 | 1.26–1.34 | Passable |
| 46–55 | 26–31 | 1.35–1.45 | Poor |
| 56–65 | 32–37 | 1.46–1.59 | Very Poor |
| >66 | >38 | >1.60 | Very Very Poor |
it is important to note that all these tests are performed under static conditions, which do not fully reflect real-world dynamic scenarios such as compaction, granulation, or powder transport. In industrial processes, powders are subjected to additional forces beyond the weight of the granules, influencing their flow behavior.
Moreover, laboratory tests typically use small quantities of powder (around 200 g or more), whereas industrial production involves much larger quantities. Under such conditions, the weight of the powder can lead to packing, impeding flowability and reducing production efficiency.For these reasons, flowability observed in laboratory conditions may decrease during production. For example, it is observed that after long production runs, some powders began to exhibit caking, resulting in a decline in flowability from acceptable to poor. Additionally, small issues observed in the laboratory can become significantly amplified in industrial-scale production.

